Effective distribution channels play a pivotal role in maximizing profits for agrochemical companies. First, streamlining supply chain solution is essential. Companies should invest in robust inventory management systems, real-time tracking, and efficient transportation networks. By minimizing lead times and reducing stockouts, companies can ensure timely delivery to retailers and end-users. Optimizing warehouse locations and adopting just-in-time inventory practices can further enhance efficiency.
Furthermore, collaboration with channel partners is crucial. Agrochemical manufacturers should foster strong relationships with distributors, retailers, and wholesalers. Joint marketing efforts, co-branding initiatives, and shared data can lead to better market penetration and increased sales. Incentive structures aligned with performance metrics can motivate channel partners to promote agrochemical products actively. By leveraging these collaborative strategies, companies can create win-win scenarios that boost profitability across the entire distribution network.
The demand for agrochemical intermediates stood at 3.27 million tonnes in 2020 and is forecasted to reach 5.091 million tonnes by 2030, growing at a healthy CAGR of 4.55% until 2030. This significant growth highlights the need for effective distribution strategies to ensure timely and efficient delivery of products to meet the rising market demand.
Challenges of An Inefficient Distribution Channel
An inefficient distribution channel poses several obstacles for businesses. Firstly, maintaining stock inventory with low-performing sellers while high-demand products remain unavailable leads to missed sales opportunities. Secondly, the accumulation of expiring product returns awaiting acceptance by brand owners results in financial losses. Thirdly, the sales team’s efforts are wasted on poorly performing sellers, leading to demotivation. Fourthly, discounts and schemes from brand owners go to waste due to ineffective distribution. Lastly, outdated stock hinders a timely response to new product launches, and non-moving inventory ties up valuable capital.
Improving Visibility and Efficiency in the Agrochemicals Supply Chain
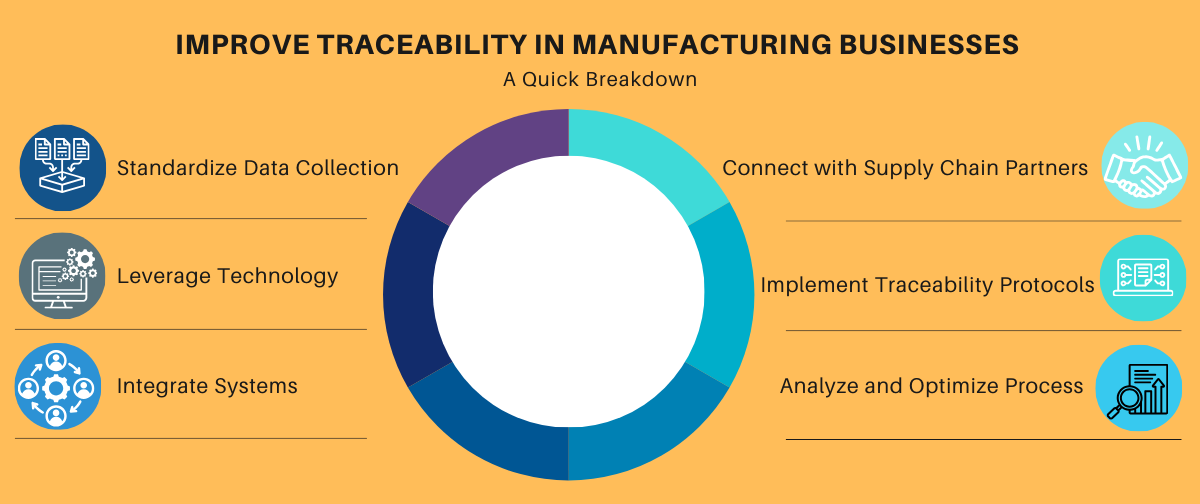
Effective supply chain management is crucial for the agrochemical industry, where transparency, efficiency, and security are paramount. Here are strategies to enhance supply chain visibility and efficiency:

1. Disclose Transparency
Build Trust with Stakeholders: Provide clear and accessible information about the sourcing, production, and distribution of agrochemical products.
Regulatory Compliance: Ensure compliance with global regulations and standards by maintaining transparent records and documentation.
2. Increase Grower Engagement
Educational Programs: Offer training and resources to growers about the benefits and proper use of agrochemicals. Organize workshops and field demonstrations to showcase the latest technologies and practices.
3. Provide Channel Visibility
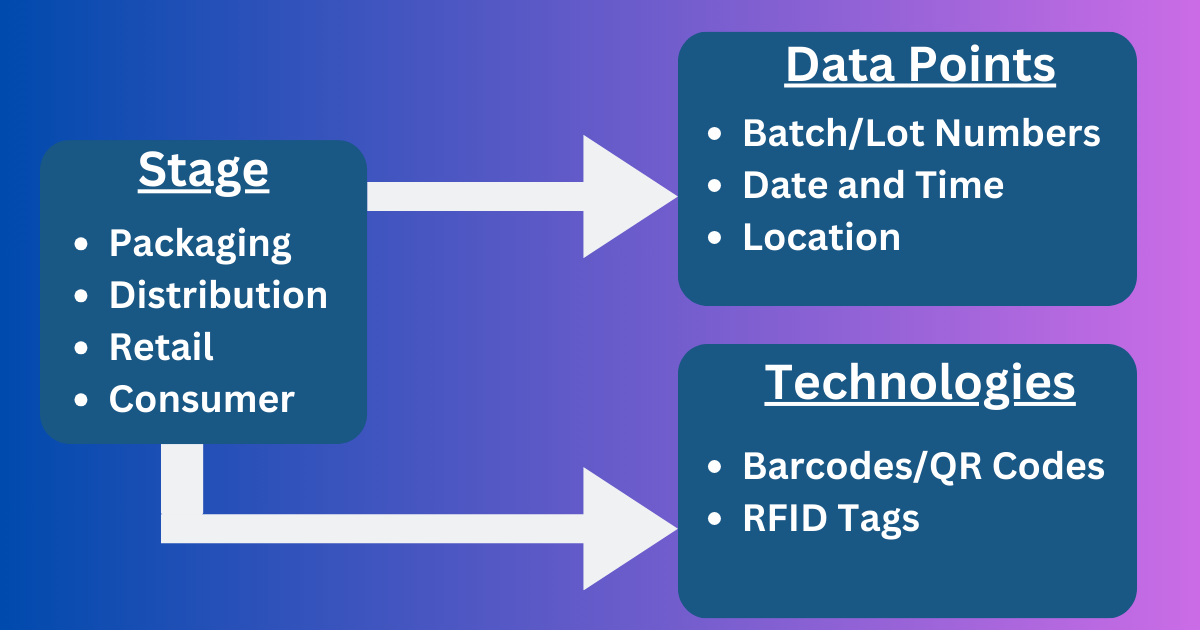
Enhanced Tracking: Utilize advanced tracking systems to monitor the movement of products through the supply chain. Implement barcoding, QR codes and RFID technologies to improve product traceability.
Distributor Collaboration: Work closely with distributors to ensure they have access to up-to-date information about product availability.
4. Provide Real-Time Supply Chain Visibility
Digital Platforms: Use digital platforms to provide real-time updates on supply chain activities, from production to delivery. Enable stakeholders to access real-time data through cloud-based systems and mobile applications.
5. Improve Operational Intelligence
Data Analytics: Leverage big data analytics to gain insights into supply chain performance and identify areas for improvement.
Consumer Trust and Food Safety
A recent survey by Trace One found that while 91% of consumers believe it is important to know where their food comes from, only 12% wholeheartedly trust the safety of the food they consume. This significant gap highlights the need for transparency and stringent safety measures in the agrochemical and pesticide market. As consumers demand more information about food sources and safety, companies in the agrochemical sector must focus on:
- Transparency: Providing clear and accessible information about the origin and safety of food products.
- Safety Standards: Adhering to strict safety and quality standards to build consumer trust.
- Sustainable Practices: Promoting sustainable and eco-friendly agricultural practices to meet consumer expectations and regulatory requirements.
Channel performance management is crucial in agrochemical distribution to ensure efficient and effective delivery of products to end-users. Here are key strategies to optimize channel performance management:
1. Distributor Relationship Building
Regular Communication: Maintain open lines of communication with the distribution channel by providing information about product launches, and promotional activities.
2. Channel Optimization
Channel Selection: Evaluate and select distribution channels based on factors such as reach, efficiency, and cost-effectiveness. Tailor channel selection to target specific market segments and geographic regions.
Channel Integration: Integrate multiple distribution channels, such as direct sales, and retail partnerships, to reach a wider audience. Ensure seamless coordination and collaboration between different channels to maximize sales and minimize channel conflicts.
3. Inventory Management
Demand Forecasting: Utilize historical sales data and market trends to forecast demand accurately. Adjust inventory levels accordingly to prevent stockouts or overstock situations.
Inventory Tracking: Implement robust inventory management systems to track inventory levels in real-time. Use barcode, QR code, or RFID technology for accurate and efficient track and trace across the supply chain.
Channel Performance Management Strategies Are Crucial For Agrochemical Distribution For Several Reasons:

1. Efficient Distribution Network
Effective channel management ensures the smooth and efficient flow of agrochemical products from manufacturers to end-users. By optimizing distribution channels and streamlining operations, companies can minimize bottlenecks and delays, ensuring timely delivery of products to customers.
2. Market Reach and Penetration
Well-managed distribution channels help agrochemical companies reach a broader market and penetrate new geographic regions. By selecting the right mix of distribution channels and partners, companies can extend their market reach and access previously untapped customer segments.
3. Customer Satisfaction
Channel performance management focuses on meeting customer needs and delivering value-added services. By providing efficient order processing, timely delivery, and excellent customer support, companies can enhance customer satisfaction and loyalty, leading to repeat business and positive word-of-mouth referrals.
4. Cost Optimization
Optimizing distribution channels helps reduce unnecessary costs and improve overall profitability. By minimizing inventory holding costs, transportation expenses, and distribution overheads, companies can increase margins and achieve better financial performance.
5. Brand Reputation and Trust
Effective channel management contributes to building a strong brand reputation and fostering trust among customers and stakeholders. By ensuring consistent product availability, quality, and service levels, companies can enhance their brand image and differentiate themselves from competitors.
6. Market Intelligence and Insights
Channel performance management provides valuable insights into market trends, customer preferences, and competitor activities. By closely monitoring channel performance metrics and gathering feedback from distributors and retailers, companies can make informed decisions and adapt their strategies to changing market conditions.
7. Competitive Advantage
A well-managed distribution network can serve as a competitive advantage for agrochemical companies. By offering superior distribution capabilities, innovative services, and personalized support to channel partners, companies can outperform competitors and gain a stronger foothold in the market.
8. Regulatory Compliance
Effective channel management ensures compliance with regulatory requirements and industry standards. By maintaining accurate records, adhering to safety and environmental regulations, and implementing responsible distribution practices, companies can mitigate risks and avoid costly fines or penalties.
Digitalization provides real-time visibility into supply chain processes, from production to distribution, enabling better decision-making and enhanced transparency. Digital tools optimize the allocation and utilization of resources, such as labour, equipment, and raw materials, leading to improved efficiency and cost savings.
Digital supply chain solutions help identify and mitigate risks, such as supply chain disruptions, market volatility, and environmental factors, by enabling proactive risk management strategies.